Mesures efficaces pour résoudre le transfert de revêtement d'aluminium
La bonne façon de résoudre le transfert du revêtement d’aluminium : assurer une adhérence qualifiée entre le revêtement d’aluminium et le substrat et réduire la contrainte entre chaque couche de stratification.
Solution | Opération |
Assurer l’adhérence qualifiée entre le revêtement en aluminium et le substrat | Testez l'adhérence du revêtement en aluminium : utilisez du ruban adhésif 3M et un thermoscellage EAA pour le test avant utilisation. |
Réduire le stress entre chaque couche de stratification | |
Bien contrôler la tension | |
Utiliser correctement l'adhésif |
(1) Assurer l'adhérence qualifiée entre le revêtement en aluminium et le film de base
Choisir le revêtement d’aluminium avec une meilleure adhérence est une mesure efficace pour résoudre le problème du revêtement d’aluminium.
En production réelle, le film métallisé amélioré sera sélectionné pour résoudre le problème du transfert sévère du revêtement d'aluminium. Par exemple, lors de la production d'un film VMPET amélioré, un film PET avec traitement de revêtement chimique est utilisé comme film de base pour améliorer l'adhérence de la couche de revêtement en aluminium. Mais dans ce cas, le coût est bien plus élevé. Ainsi pour l'emballage général, nous devons d'abord vérifier si la qualité du film métallisé que nous avons acheté est qualifiée et conforme aux normes.
(2) Pour réduire la contrainte intercouche des stratifiés,il est suggéré d'améliorer les deux aspects suivants :
① jestress interne généré par lefeuilletétension
Contrôler la tension du laminé : éviter les contraintes mécaniques provoquées par la disparité de tension exercée sur deux substrats lors du laminage. Que le film laminé soit"serti"est une méthode directe pour déterminer si la tension du stratifié correspond. Cela signifie qu'il faut placer l'échantillon laminé sans durcir.n la table de coupe transversale. Si le film laminé s'enroule dans n'importe quelle direction, cela indique que la tension dans cette direction est importante et qu'il y a un"Stress mécanique"dans le laminage.
Faites attention au taux de retrait à chaud du film laminé lui-même :
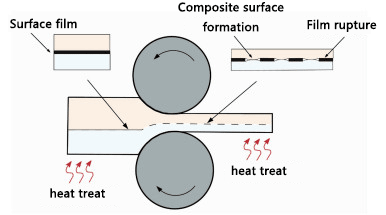
Au cours du processus de traitement thermique ultérieur, différents films de base généreront différents taux de retrait dans les conditions de température de traitement correspondantes, ce qui entraînera une contrainte de retrait thermique.
Il existe deux manières de tester le taux de retrait thermique d’un film laminé :
• Conditions de test de chaleur sèche : mettez le film dans des conditions de chaleur sèche à150~200℃ et stockez-le à température constante pendant 5 minutes, puis testez et comparez les changements de retrait avant et après.
• Conditions de test d'eau chaude: mettre le film dans l'eau chaude à100℃ pendant 5 minutes, puis retirez-le. Testez et comparez les changements de retrait avant et après.
Par conséquent, réduire le frisage (contrainte mécanique et contrainte thermique) du film laminé après sa mise en machine ou son durcissement peut réduire efficacement le transfert de revêtement d'aluminium provoqué par la contrainte entre les films.
② Adhérence et résistance au pelage
Généralementpeut s'améliorerdes trois aspects suivants:
un. Choisissez le modèle de colle avec un colloïde doux et d'excellentes performances à rréduire les contraintes mécaniques sur l'aluminiumenrobage couche;
b. Température de durcissement inférieure : améliore efficacement le taux de retrait des matériaux de stratification et réduit la contrainte sur la couche de revêtement en aluminium ;
c. Comment utiliser correctement l'adhésif :
• Choisissez des adhésifs offrant une flexibilité et une extensibilité appropriées.
• Adopter les deuxemballer de la colle rapport : lorsque la colle est préparée,diminuerquantité d'agent de durcissement de manière appropriée, de sorte que la réaction de réticulation de l'agent principal et de l'agent de durcissement soit réduite aussi, entraînant une réduction dela fragilitéet le stressdans lefeuilleté film.
• Veiller à l'uniformité du revêtement et à la quantité de colle : conserver le minimum de colle, la rendre uniforme sur le film de base, éviter de générer des taches blanches et des bulles lors de la mise en machine, afin de réduire les contraintes dans le film laminé.
• Processus de revêtement et de collage de l'aluminium : Surtout quand il n'y a pas de solvant, Utilisez le aluminium appropriéenrobage et processus de collage pour améliorer l'uniformité du revêtement de colle et réduire le risque de taches blanches.
• Processus de durcissement : le durcissement à basse température peut être utilisé pour réduire l'influence d'une contrainte interne excessive causée par le retrait à haute température du film interne.