
Technologie de traitement du film composite co-extrudé
Organigramme du processus du film co-extrudé comme suit :
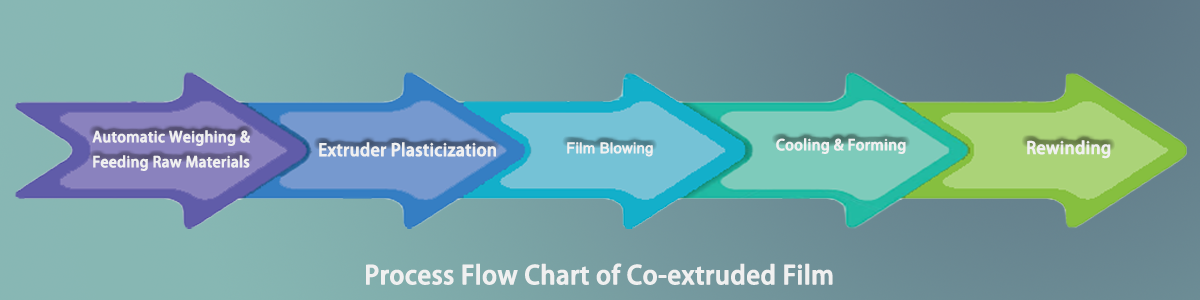
Système automatique de pesage et d'alimentation des matières premières : selon la proportion de la formule, les matières premières sont automatiquement pesées et alimentées, de manière à améliorer l'efficacité de la production.
Plastification de l'extrudeuse : le granulé est injecté dans l'extrudeuse à travers la trémie, et la résine fond et présente un état d'écoulement roulant fondu. Sous la promotion de la vis, la matière plastique fondue s'écoule à travers le tamis filtrant de manière rotative, filtre les matériaux non plastifiés et les impuretés non fondues, et modifie la rotation de la fonte en un écoulement droit.
Soufflage de film par tête de filière de coextrusion multicouche : la masse fondue de différentes matières premières est uniformément introduite dans la tête de filière et recombinée à travers leurs propres canaux d'écoulement au même rythme et dans un ordre différent, puis le moulage composite s'écoule à travers la filière réglable. lèvre.
Refroidissement et mise en forme : les films s'écoulent de la lèvre de la filière vers le rouleau de refroidissement, le dispositif de refroidissement à palettes ou le dispositif de refroidissement par eau, puis sont sortis à travers le système de traction à une certaine vitesse. Le processus de refroidissement a une grande influence sur le rendement et la qualité du produit dans la production de films composites co-extrudés. Un refroidissement inégal affectera l'épaisseur, la transparence et la brillance de la surface du film. Après refroidissement et formage, l'épaisseur du film co-extrudé est mesurée par le système de mesure automatique de l'épaisseur, et les informations sont renvoyées à l'actionneur pour ajuster la vitesse de la vis et la vitesse de traction de l'extrudeuse, de manière à contrôler la qualité de le film.
Rembobinage : Après rembobinage, il est emballé dans un entrepôt, qui est le film co-extrudé multicouche fini.
Matières premières du film co-extrudé
Les matières premières coextrudées multicouches sont classées par fonction comme suit :
1.Polyoléfines (PO):Selon les principales catégories, elles peuvent généralement être divisées enpolyéthylène (PE)etpolypropylène (PP)
Étant donné que la polyoléfine est facile à souder à chaud, la grande majorité des films coextrudés multicouches utilisent de la polyoléfine comme couche de thermoscellage. Généralement, les applications à température relativement basse utilisent du polyéthylène (PE) comme couche de thermoscellage (tels que les matériaux en polyolène dans un film co-extrudé multicouche jouent généralement un rôle dans la congélation, l'ébullition, etc.), et les applications à température relativement élevée utilisent du polypropylène. (PP) comme couche de thermoscellage (comme le micro-ondes, l'autoclave à haute température, etc.)
• En raison de la propriété hydrophobe de la polyoléfine, la polyoléfine agit comme une barrière à la vapeur d'eau dans le film co-extrudé multicouche.
• La polyoléfine peut être utilisée comme couche de remplissage en plus de la couche fonctionnelle, de la couche structurelle et de la couche de liaison dans un film co-extrudé multicouche en raison de son coût relativement faible.
Les polyamides, également connus sous le nom de nylon, ont une excellente ténacité et résistance et sont généralement utilisés comme couche structurelle dans un film co-extrudé multicouche. Dans le même temps, le polyamide lui-même a une capacité barrière modérée à l'oxygène, et il peut également être directement utilisé comme couche barrière dans certaines applications où les conditions d'utilisation ne sont pas très strictes. Le polyamide est un matériau hydrophile. Après absorption d'eau (comme un bain-marie, une stérilisation à la vapeur), les propriétés du matériau présenteront des changements évidents, auxquels il faut prêter attention lors de l'utilisation afin d'éviter des pertes inutiles.
3.Copolymère éthylène-alcool vinylique (EVOH)
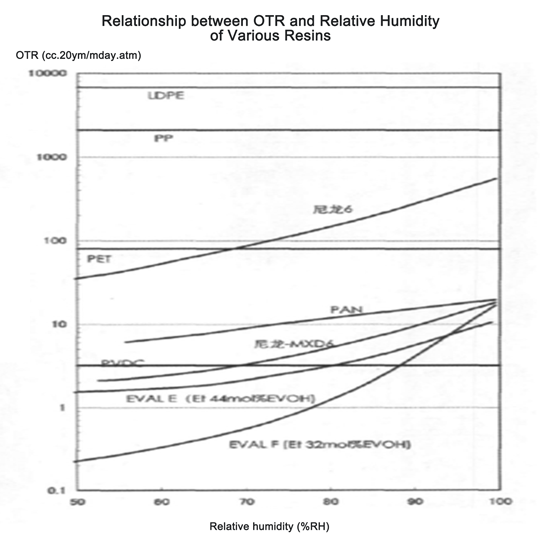
L'EVOH est un très bon matériau barrière à l'oxygène, qui possède la meilleure barrière à l'oxygène des plastiques dans des conditions normales d'utilisation. L'EVOH est un copolymère et est généralement divisé en 29 moles % d'EVOH, 32 moles % d'EVOH, 38 ml % d'EVOH et 44 moles % d'EVOH, selon la teneur en éthylène du copolymère. Plus la teneur en éthylène est faible, plus la capacité de barrière à l’oxygène de l’EVOH est forte et plus il est difficile à traiter. La plus grande quantité d’EVOH utilisée dans les emballages de viande est de 38 % en moles d’EVOH.
Comparaison OTR de divers matériaux (l'humidité relative est de 0)
| Échantillon | OTR | |
| cc · 20u/cm2·jour ·atm | cc·mil/100in2·Jour·atm | |
| Soarnol D,DT(29mol%) | 0,23 | 0,012 |
| Soarnol D,C(32mol%) | 0,30 | 0,015 |
| Soarnol E, ET (38mol%) | 0,53 | 0,027 |
| Soarnol A,AT(44mol%) | 1.20 | 0,061 |
| PEBD | 7900 | 400 |
| PEHD | 3600 | 182 |
| Polypropylène (PP) | 3900 | 197 |
| PP à orientation biaxiale | 2300 | 116 |
| PS à orientation biaxiale | 3900 | 197 |
| Polycarbonate ( PC ) | 4500 | 228 |
| PVC : Rigide | 130 | 6.6 |
| PVC : DOP = 30% | 2000 | 100 |
| PVDC extrudable haute barrière | 3.0 | 0,15 |
| ANIMAL DE COMPAGNIE | 69 | 3.5 |
Polyamide (Nylon6) | 76 | 3.8 |
| Nylon à orientation biaxiale | 23 | 1.2 |
| Polyacrylonitrile modifié | 16 | 0,81 |
| PVA orienté biaxialement | <0,10 | <0,005 |
L'EVOH, similaire au PA, est également un matériau qui absorbe facilement l'humidité. L'OTR de l'EVOH augmentera évidemment après absorption de l'humidité. Si cette augmentation est provoquée par une stérilisation par ébullition ou par autoclave, elle se rétablira généralement en quelques jours. S'il est utilisé pendant une longue période dans un environnement à haute température et humidité élevée, la barrière de l'EVOH sera réduite. Généralement, la barre de 10 cc/m·jour·bar est utilisée comme ligne de démarcation entre la barrière élevée et la barrière moyenne. L'EVOH et le PVdC sont les matériaux à haute barrière, tandis que le PA appartient aux matériaux à barrière moyenne.
4.Chlorure de polyvinylidène (PVdC)
Le PVdC est également un bon matériau barrière à l'oxygène, bien que sa capacité de barrière à l'oxygène ne soit pas aussi bonne que l'EVOH dans des circonstances normales. Cependant, la barrière à l’oxygène du PVdC est relativement stable et ne change pratiquement pas avec l’humidité. Le PVdC est généralement utilisé comme emballage extérieur de produits carnés tels que le jambon, la saucisse et comme couche barrière des emballages rétractables.
5.Résine de liaison (cravate)
Les matériaux polyoléfiniques sont apolaires (huileux), tandis que les matériaux fonctionnels tels que le PA ou l'EVOH sont polaires (à base d'eau), et la compatibilité entre les matériaux polaires et apolaires n'est généralement pas bonne (insoluble dans l'huile et l'eau), donc si ceux-ci les matériaux sont directement co-extrudés, il y aura un problème de délaminage très sérieux.
Par conséquent, lors de la production co-extrudée multicouche, il est nécessaire d’ajouter une couche de liaison entre les couches. Selon la différence entre le collage PE avec PA ou EVOH et le collage PP avec PA ou EVOH, le matériau de la couche adhésive peut généralement être grossièrement divisé en résine adhésive à base de PE et résine adhésive à base de PP. Quel que soit le type de résine adhésive utilisée, certaines modifications de greffage sont apportées à la résine porteuse pour augmenter la structure anhydride. Au cours du processus de coextrusion multicouche, ces pièces modifiées par greffage réagissent avec les couches adjacentes pour former une interface stable et ferme.
6.Aide au procédé
Dans le traitement de coextrusion multicouche, certains auxiliaires de traitement sont également nécessaires pour rendre l'ensemble du processus plus fluide ou pour répondre à d'autres objectifs fonctionnels. Des auxiliaires technologiques peuvent être ajoutés pendant le traitement selon les besoins, et il existe également de nombreuses marques de résine de matière première elle-même avec des auxiliaires technologiques considérables. Les auxiliaires technologiques les plus largement utilisés sont les lubrifiants et les agents d’ouverture.
Le lubrifiant est généralement utilisé pour améliorer la résistance au frottement du film. Selon les différentes formes d'emballage, il existe différentes exigences en matière de résistance au frottement entre le matériau lui-même ou le matériau et l'équipement. Par exemple, dans l'équipement d'emballage de remplissage vertical à grande vitesse en ligne, le coefficient de frottement du matériau doit généralement être inférieur, tandis que dans l'application d'un film étirable, le coefficient de frottement n'a pas besoin d'être aussi faible. Les lubrifiants les plus couramment utilisés dans le traitement de coextrusion sont l'érucamide, l'oléate amide, le stéaramide et d'autres amides.
L'agent d'ouverture est également connu sous le nom d'agent antiadhésif, qui sert principalement à empêcher la liaison film/sac. l'agent antiadhésif le plus couramment utilisé est la silice. De plus, certains additifs fonctionnels tels que des antibuées, des agents antistatiques, des agents anti-UV, des antioxydants et certains mélanges maîtres de couleurs seront également utilisés selon les besoins.
Déclaration : Cet article est rédigé par LD PACK et tous droits réservés par LD PACK. Le contenu est uniquement à titre de référence. Veuillez corriger toute erreur. Ne doit pas être reproduit sans autorisation, sous peine de voir LD PACK se réserver la possibilité de poursuivre sa responsabilité légale. Si vous avez des questions techniques, veuillez envoyer un e-mailsales@ldpack.com pour une discussion.



